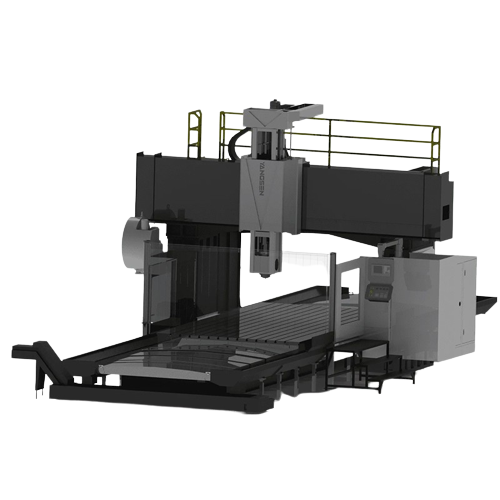
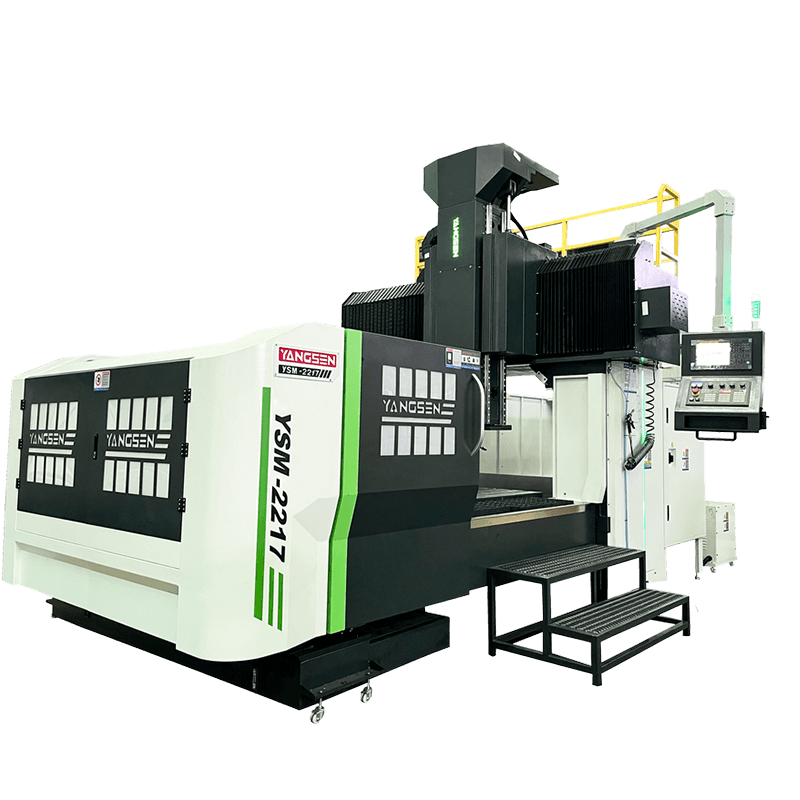
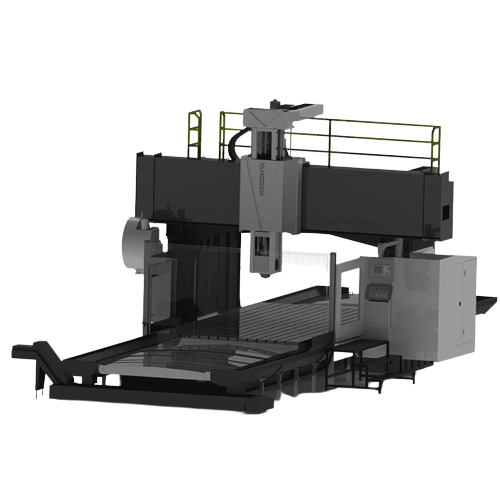
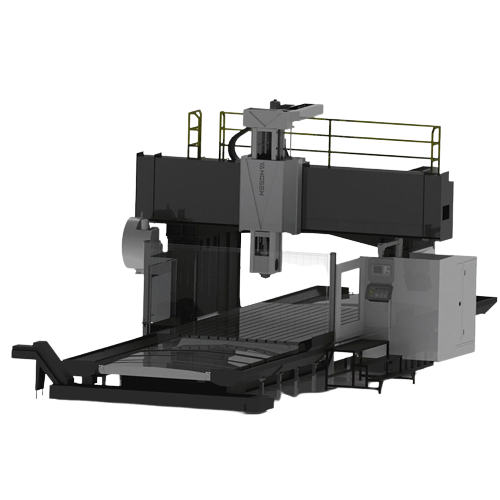
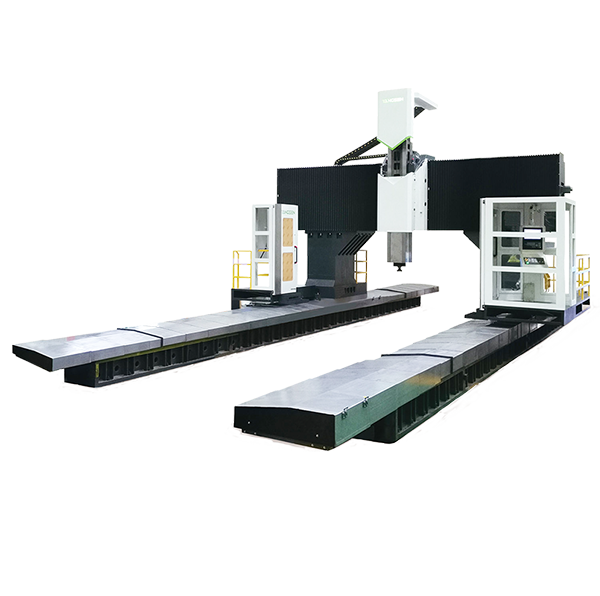
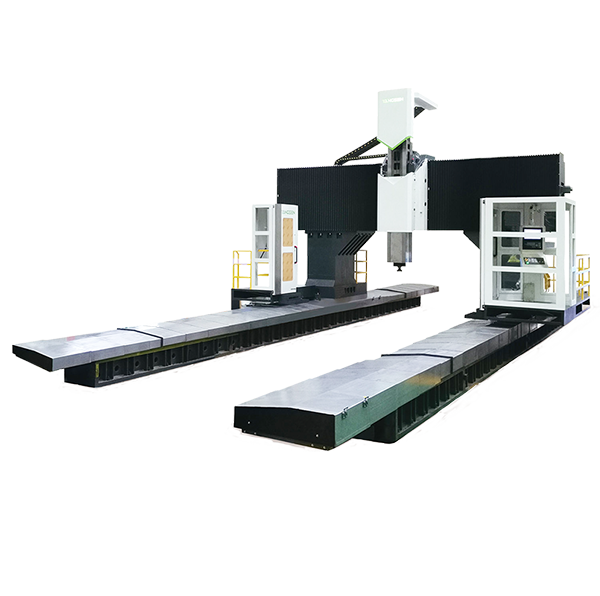
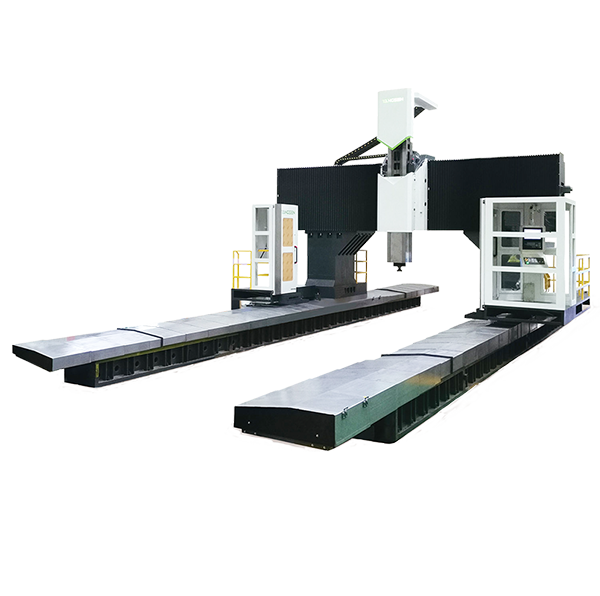
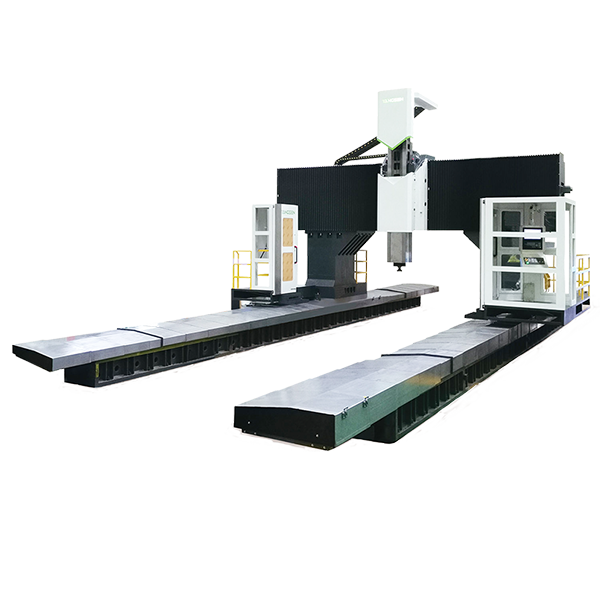
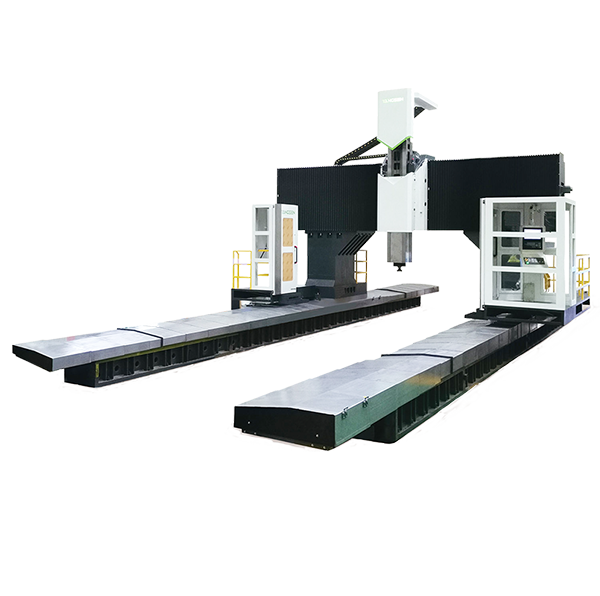
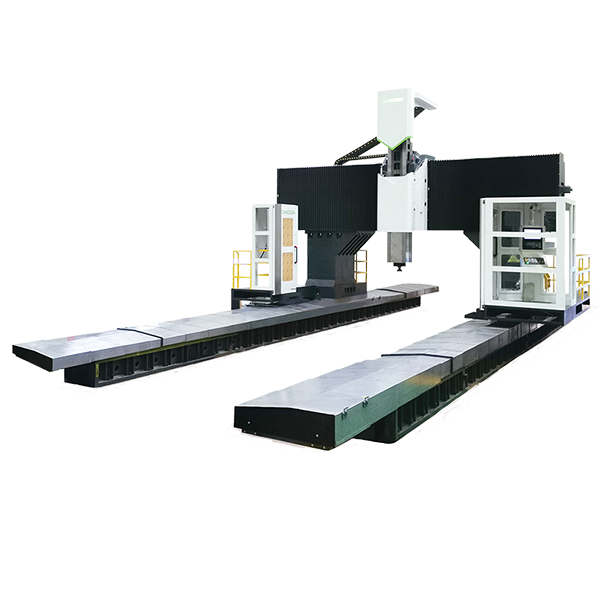
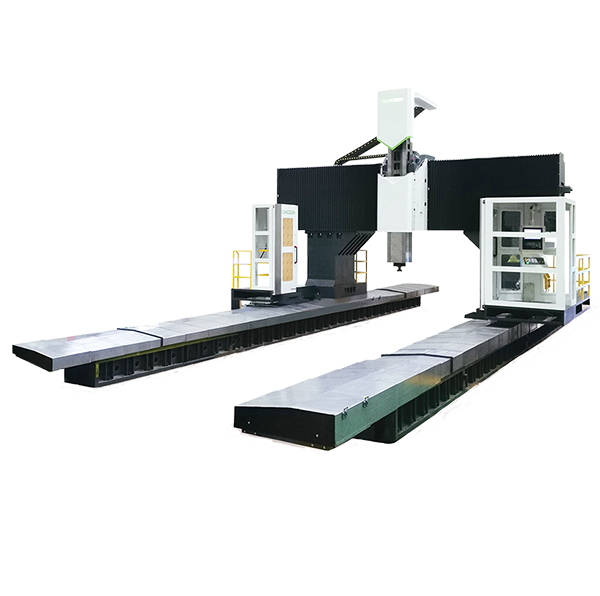
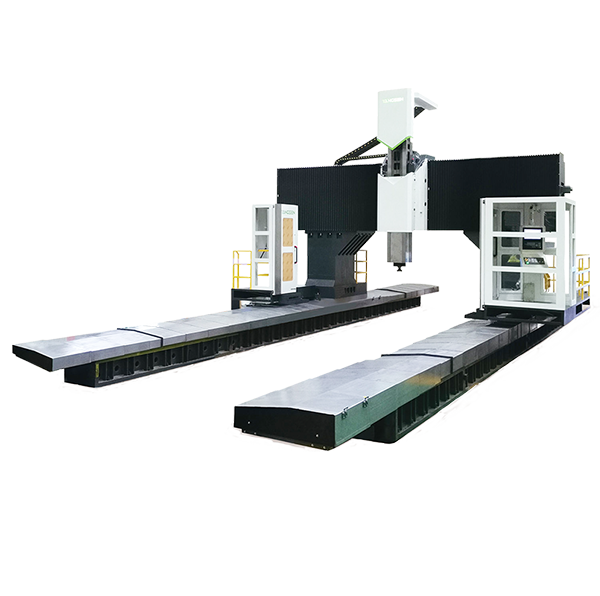
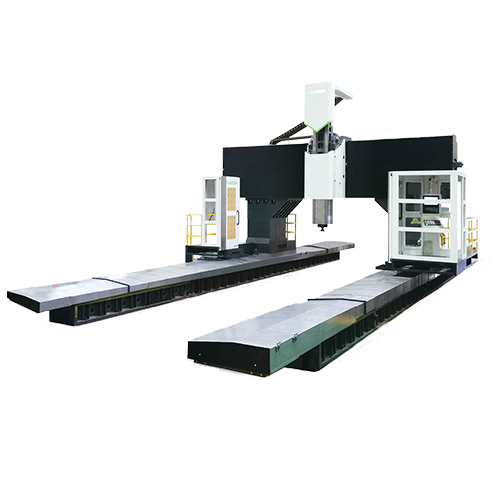
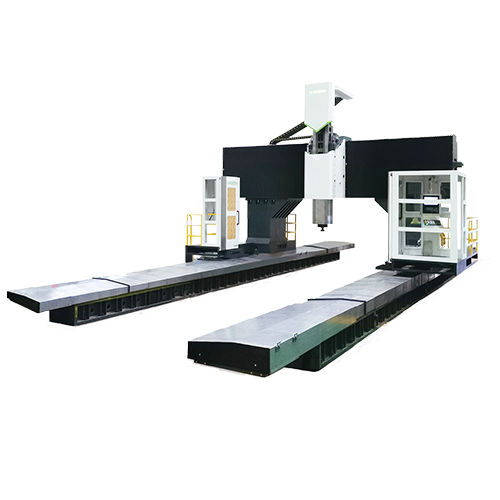
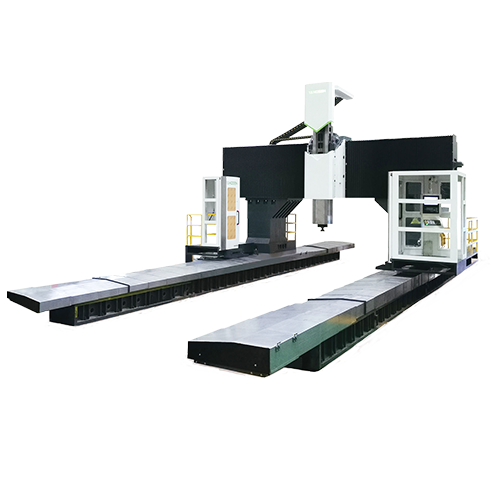
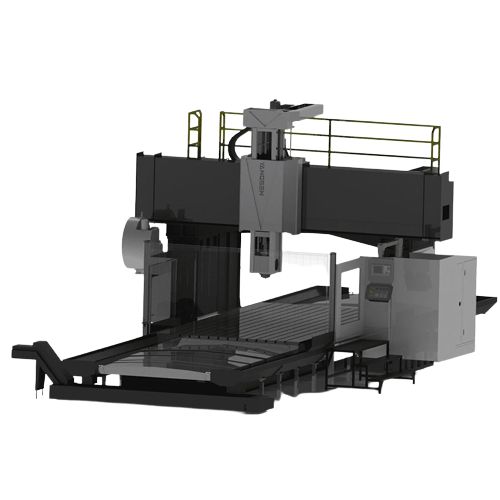
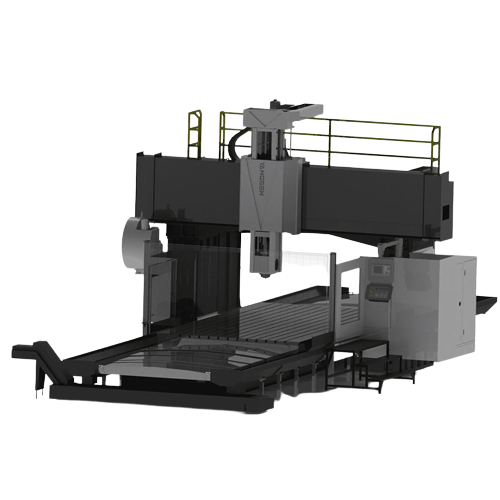
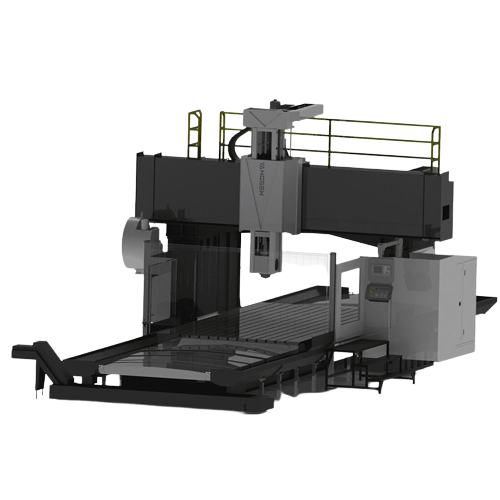
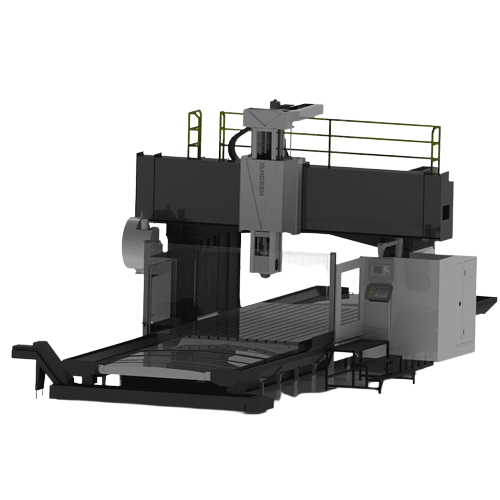
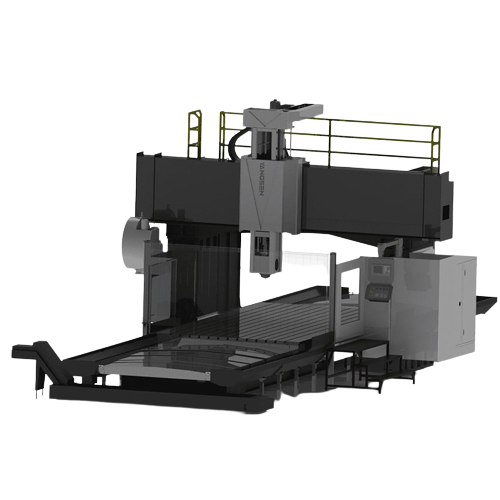
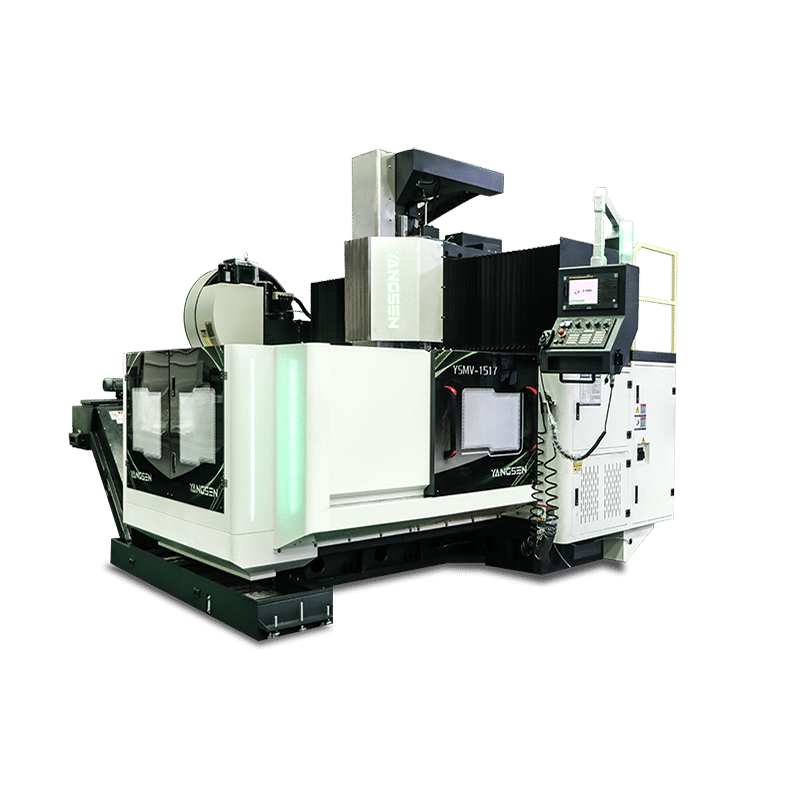
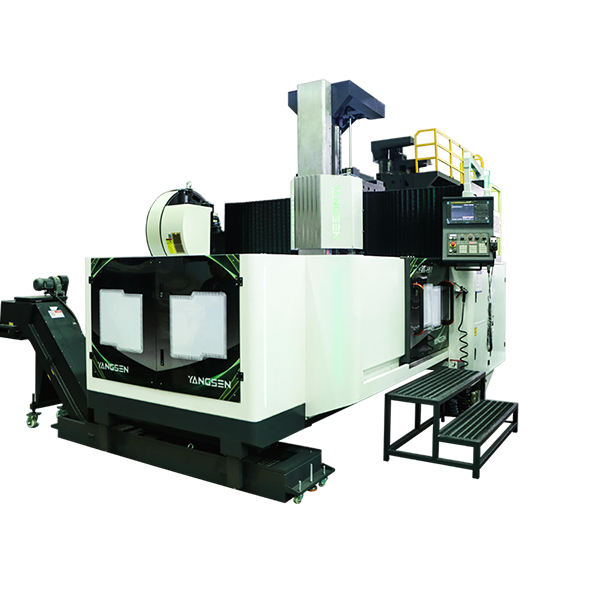
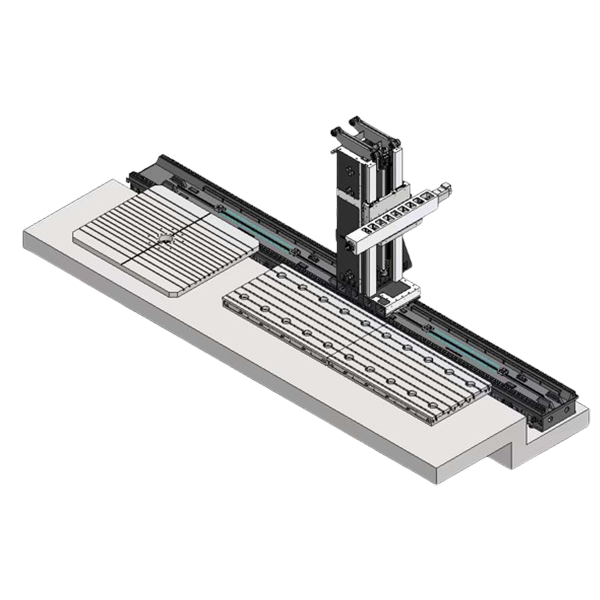
Machine CNC 5 axes de grande taille, fraiseuse à portique CNC à vendre, centre d'usinage à portique 5 axes. La YSMV3018 est une fraiseuse à portique 5 axes conçue pour l'usinage de pièces complexes et de grande taille, telles que des composants de cellules d'aéronefs, des moules de stratification et des structures composites.
Max. Voyage sur l'axe X :
3000mmMax. Voyage sur l'axe Y :
1700mmMax. Voyage sur l'axe Z :
800mmLongueur maximale de la pièce :
2700mmLargeur maximale des pièces :
1400mmPoids maximum des pièces :
24TApplication :
Medical IndustryTraitement :
Drilling, Tapping, Milling, Surface Milling| La machine-outil à portique présente une structure à poutres fixes, la table de travail se déplaçant d'avant en arrière. Les colonnes latérales et le bâti sont répartis de part et d'autre de la table. La table à portique se déplace d'avant en arrière selon l'axe X, le coulisseau se déplace verticalement selon l'axe Z sur le plateau coulissant, et le plateau coulissant et le coulisseau se déplacent horizontalement selon l'axe Y sur la poutre. |  |
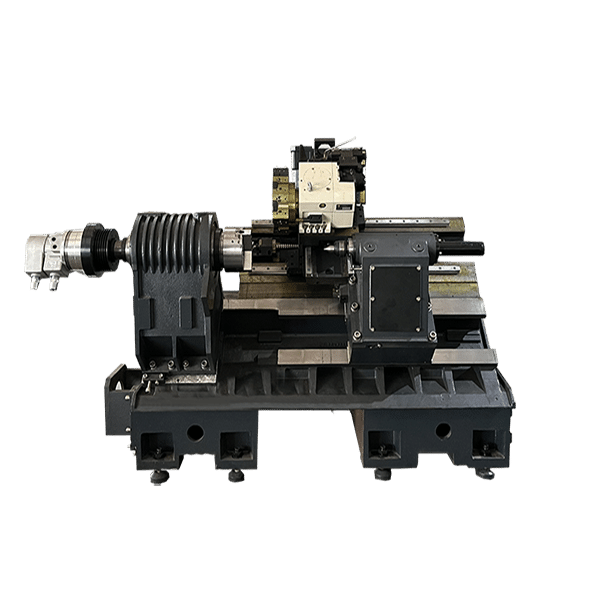
1. Broche de machine-outil
La broche électrique haute fréquence HSKA63-18000 tr/min (en option) offre une puissance élevée et une large plage de puissance constante. L'outil est fixé par ressort et libéré hydrauliquement. La broche est équipée d'un codeur annulaire coaxial qui assure un retour d'information synchrone sur la vitesse et l'angle de rotation instantanés. Elle garantit d'excellentes performances en usinage continu à haute vitesse, une forte capacité de surcharge et une fonction de taraudage robuste.
Le palier de l'arbre principal est lubrifié à la graisse et offre de bonnes performances à haute vitesse. L'outil de broche est serré par un ressort et libéré hydrauliquement.
Le joint labyrinthe à l'extrémité avant de la broche est protégé par une pression d'air comprimé, et l'alésage conique de la broche est nettoyé à l'air comprimé. Veillez à protéger la tête de fraisage de la poussière et des copeaux.
2. Transmission d'alimentation de chaque axe
Les axes X, Y et Z utilisent tous des servomoteurs à courant alternatif comme sources d'énergie et des vis à billes comme éléments de transmission. La vis à billes est fixée à ses deux extrémités. Elle est supportée par un groupe de roulements de précision spéciaux importés et précontrainte dans les deux sens afin de garantir la rigidité et la durée de vie de la vis. La vis de l'axe Y est équipée d'une structure de support auxiliaire avancée, qui permet d'éviter efficacement les erreurs de précision dues à l'affaissement du centre de gravité de la vis à grande course. Le moteur de l'axe Z est doté d'un système de freinage automatique. En cas de coupure de courant, ce système bloque l'arbre moteur et empêche sa rotation.

3. Forme du rail de guidage
Le système de guidage de l'axe X utilise deux rails linéaires robustes à faible coefficient de frottement et haute sensibilité ; il réduit les vibrations à haute vitesse et élimine tout risque de déplacement parasite à basse vitesse. L'arbre de transmission offre une grande précision de positionnement et d'excellentes performances d'asservissement ; il présente également une capacité de charge élevée et une bonne résistance aux vibrations de coupe, ce qui améliore les caractéristiques dynamiques de la machine-outil et accroît sa précision, sa stabilité et sa durée de vie.
La paire de rails de guidage de la traverse de l'axe Y utilise deux rails de guidage linéaires robustes ; les rails de guidage sont disposés en escalier, avec une grande portée et une rigidité en flexion et en torsion suffisante.
Le système de rails de guidage de l'axe Z utilise quatre rails de guidage linéaires robustes et 8 blocs coulissants pour assurer une coupe fluide pendant le traitement.
4. Éléments de base des machines-outils
Le bâti, les colonnes, les poutres, le carter de broche, etc., sont tous réalisés en fonte à haute résistance selon la technique du sable résineux. Afin de supporter les fortes charges de coupe des machines-outils, la traverse présente une section importante et une rigidité en flexion et en torsion suffisante. Ces pièces de grande taille sont conçues de manière optimale grâce à un logiciel de CAO 3D, et les raidisseurs sont disposés de façon judicieuse pour en améliorer la rigidité.
5. Lubrification des machines-outils
La lubrification des machines-outils se divise en deux catégories : la lubrification à la graisse et la lubrification automatique à l’huile fine.
Pièces lubrifiées à la graisse : trois paliers de coordination
Pièces lubrifiées automatiquement à l'huile fine : paire de vis à billes, rail de guidage linéaire, paire de rails de guidage à friction revêtus de fonte
La lubrification automatique à l'huile fine est une méthode entièrement automatisée, temporisée et dosée. Son fonctionnement est contrôlé automatiquement par le système CNC et intègre un système de détection et d'alarme.
6. Système de refroidissement et d'évacuation des copeaux
Le refroidissement des copeaux des machines-outils est assuré par un système externe utilisant un liquide émulsionné et non corrosif. Les copeaux sont acheminés vers le chariot par deux convoyeurs à chaînes situés sur le bâti.
7. Dispositif de protection de la machine-outil
Le rail de guidage du banc (axe X) de la machine-outil est doté d'un couvercle de protection télescopique en métal antirouille ; le rail de guidage de la traverse (axe Y) est doté d'une protection de type orgue ; l'ensemble de la machine-outil est doté d'une protection simple pour empêcher les projections de limailles de fer et de liquide de refroidissement, ce qui permet à l'opérateur de travailler en toute sécurité et confortablement dans un environnement de travail sûr.
8. Système électrique
Cette machine-outil utilise le système CNC japonais FANUC OI-MF-PULS. L'unité d'entraînement de la broche, l'unité d'entraînement de l'avance, le moteur de broche à courant alternatif et le servomoteur d'avance à courant alternatif sont tous des composants d'origine importés, offrant des performances, une stabilité et une fiabilité supérieures.
| Sujet | Spécification | Unité | YSMV-3018 |
| Voyage | Axes X/Y/Z | mm | 3000*1700*800 |
| Nez de broche vers la surface de la table de travail | mm | 90-890 | |
| Largeur du portique | mm | 1700 | |
| Hauteur de passage du portique | mm | 900 | |
| Table de travail | table de travail (L*l) | mm | 2700*1400 |
| Charge maximale de la table de travail | t | 6 | |
| rainure en T | mm | 7-22*200 | |
| Broche | Broche, trou conique (modèle/taille d'installation) | mm | HSKA63 |
| Vitesse de broche | tr/min | 18000 | |
| Type de livraison par broche | Broche électrique | ||
| Alimentation | Vitesse d'avance (X/Y/Z) | m/min | 12/12/2012 |
| La vitesse d'avance de coupe maximale | mm/min | 8000 | |
| ATC (facultatif) | méthode de changement d'outil | Montage latéral | |
| Spécifications du porte-outil | taper | HSKA63 | |
| Capacité de l'outil | outils | 24 | |
| Diamètre maximal de l'outil (outil adjacent) | mm | Φ80 | |
| Diamètre maximal de l'outil (sans outil adjacent) | mm | Φ120 | |
| Longueur maximale de l'outil | mm | 300 | |
| Poids maximal de l'outil | kg | 8 | |
| Temps de changement d'outil le plus rapide | seconde | 4 | |
| Moteur | Moteur de broche | kw | 20-25 |
| moteur des axes x/y/z | kw | AIF40/3000/AIF22/3000/AIF22B/3000 | |
| Moteur de pompe à eau de coupe | m/hm | 4-60 | |
| Besoins en énergie | Besoins en énergie | kva | 45 |
| exigences en matière de source d'air | kg/cm² | 6^8 | |
| Autres | L*l*H | mm | 6600*3980*3650 |
| Poids | T | 24 |
MOTS CLÉS :