
Une fraiseuse fait principalement référence à une machine-outil qui utilise un outil de fraisage pour traiter diverses surfaces de pièces. Habituellement, le mouvement de rotation de l'outil de fraisage est le mouvement principal, et le mouvement de la pièce et de l'outil de fraisage est le mouvement d'avance. Il peut traiter des plans, des rainures, diverses surfaces courbes, des engrenages, etc. Outre les plans de fraisage, les rainures, les dents d'engrenage, les filetages et les arbres cannelés, les fraiseuses peuvent également traiter des profils plus complexes, avec une efficacité supérieure à celle des raboteuses, et sont largement utilisé dans les départements de fabrication et de réparation de machines.
De plus, il peut également être utilisé pour traiter la surface du corps tournant, le trou intérieur et le travail de coupe. Lorsque la fraiseuse fonctionne, la pièce est montée sur la table ou les accessoires tels que la tête d'indexation. La rotation de la fraise est le mouvement principal, complété par le mouvement d'avance de la table ou de la tête de fraisage, et la pièce peut obtenir la surface d'usinage requise.
En raison de la coupe interrompue à plusieurs lames, la productivité de la fraiseuse est élevée. En termes simples, une fraiseuse est une machine-outil qui peut fraiser, percer et aléser une pièce.

En 1818 : le première fraiseuse était une fraiseuse horizontale créée par l'américain E. Whitney.
En 1862 : Pour fraiser la rainure hélicoïdale du foret hélicoïdal, l'Américain J.R. Brown crée la première fraiseuse universelle, qui fut le prototype de la fraiseuse pour table élévatrice.
Vers 1884 : la fraiseuse à portique fait son apparition.
Dans les années 1920 : les fraiseuses semi-automatiques font leur apparition, et la table de travail utilise des butées pour compléter la conversion automatique de "feed-fast" ou "rapid-feed".
Après 1950, les fraiseuses se sont développées rapidement en termes de systèmes de contrôle, et l'application de la commande numérique a grandement amélioré l'automatisation des fraiseuses.
Surtout après les années 1970, le système de contrôle numérique et le système de changement d'outil automatique du microprocesseur ont été appliqués à la fraiseuse, ce qui a élargi la gamme d'usinage de la fraiseuse et amélioré la précision et l'efficacité de l'usinage.
Avec l'intensification continue du processus de mécanisation, la programmation CNC a été largement utilisée dans les opérations de machines-outils, ce qui a considérablement libéré la main-d'œuvre. Les fraiseuses à programmation CNC remplaceront progressivement les opérations manuelles. Les exigences pour les employés seront également de plus en plus élevées et, bien sûr, l'efficacité sera de plus en plus élevée.

Il existe des universels, horizontaux et verticaux, etc., principalement utilisés pour le traitement de pièces de petite et moyenne taille, les plus largement utilisées.

Fraiseuses et aléseuses à portique, raboteuses à portique et fraiseuses à double colonne, toutes utilisées pour l'usinage de grandes pièces.
La tête de fraisage horizontale du premier peut se déplacer le long du rail de guidage de la colonne et la table de travail est alimentée longitudinalement; la tête de fraisage en bout de ce dernier peut se déplacer horizontalement le long du rail de guidage en porte-à-faux, et le porte-à-faux peut également régler la hauteur le long du rail de guidage de la colonne. Les deux sont utilisés pour l'usinage de grandes pièces.
Il existe deux types de tables rectangulaires et de tables circulaires, qui est une fraiseuse de taille moyenne entre la fraiseuse à table élévatrice et la fraiseuse à portique. Son mouvement vertical est complété par la montée et la descente de la tête de fraisage sur la colonne.
Une petite fraiseuse à table élévatrice pour l'usinage d'instruments et d'autres petites pièces.
Utilisé pour la fabrication de moules et d'outils, équipé de divers accessoires tels qu'une tête de fraisage en bout, une table d'angle universelle et un bouchon, et peut également effectuer des traitements tels que le perçage, l'alésage et la plongée.
telles que les fraiseuses à rainures de clavette, les fraiseuses à came, les fraiseuses à vilebrequin, les fraiseuses à tourillons et les fraiseuses à lingots d'acier carrés, etc., sont des fraiseuses spéciales fabriquées pour le traitement des pièces correspondantes.
une petite fraiseuse utilisée pour fraiser de petites pièces telles que des instruments et des compteurs.
une fraiseuse avec la tête de fraisage montée sur le porte-à-faux, le banc est disposé horizontalement, le porte-à-faux peut généralement se déplacer verticalement le long du rail de guidage de colonne sur un côté du banc, et la tête de fraisage se déplace le long du rail de guidage en porte-à-faux.
une fraiseuse avec la broche montée sur le vérin.
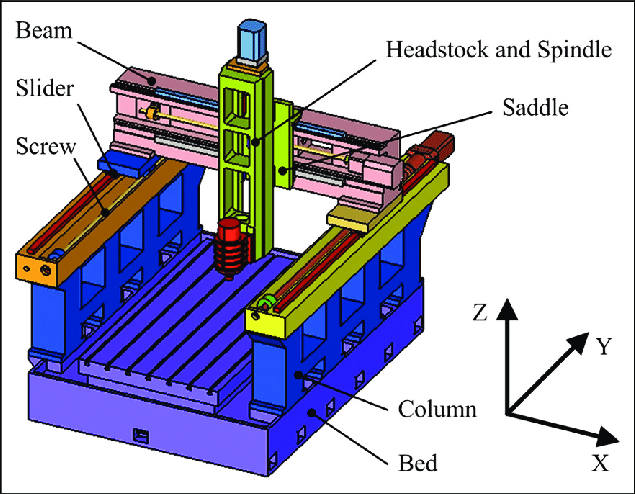
Le corps de la machine est disposé horizontalement, et les colonnes et les poutres de connexion des deuxcôtés forment la fraiseuse à portique. La tête de fraisage est montée sur la poutre et la colonne et peut se déplacer le long de ses rails de guidage. Habituellement, la poutre peut se déplacer verticalement le long du rail de guidage de la colonne et la table de travail peut se déplacer verticalement le long du rail de guidage du lit pour traiter de gros morceaux.
une fraiseuse pour fraiser des plans et former des surfaces.
une fraiseuse qui copie la pièce. Généralement utilisé pour l'usinage de pièces de forme complexe.
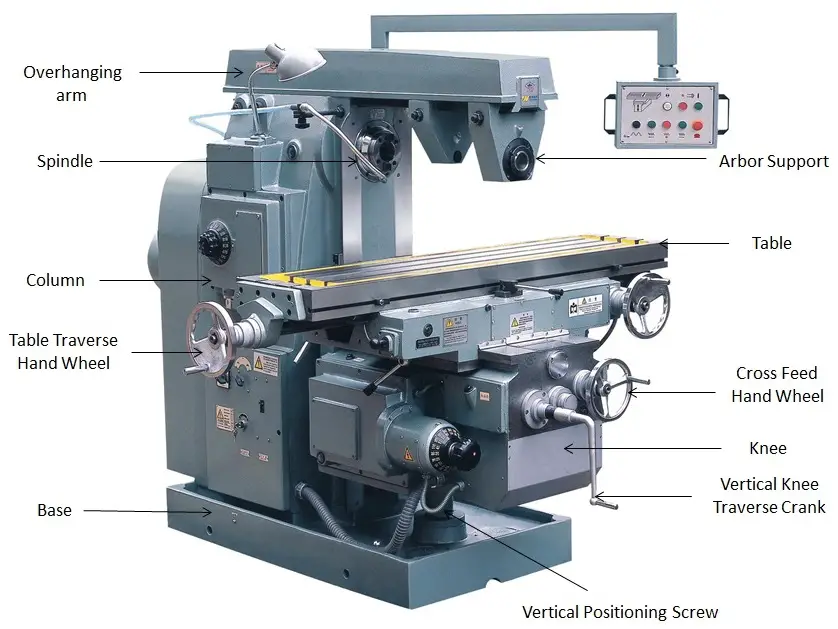
une fraiseuse avec une table élévatrice qui peut se déplacer verticalement le long du rail de guidage du lit. Habituellement, la table de travail et la selle installée sur la table élévatrice peuvent se déplacer longitudinalement et latéralement, respectivement.
La fraiseuse à culbuteur peut également être appelée fraiseuse à tourelle, fraiseuse à culbuteur et fraiseuse universelle. La fraiseuse à tourelle de la machine-outil est une machine-outil légère de coupe générale des métaux avec deux fonctions de fraisage vertical et horizontal. Surface plane, biseaux, rainures et cannelures pour petites pièces, etc.
La table de travail ne peut pas être élevée et abaissée mais peut être déplacée longitudinalement et latéralement le long du rail de guidage du sommier, et la tête ou la colonne de fraisage peut être déplacée verticalement.
Tels que les fraiseuses d'outils : sont des fraiseuses utilisées pour le fraisage d'outils et de moules, avec une précision d'usinage élevée et des formes d'usinage complexes.
Les fraiseuses peuvent être divisées en:
fraiseuses à copier,
fraiseuses commandées par programme
Fraiseuses CNC.
À utiliser pour l'usinage de plans, de marches, de rainures, de surfaces de formage et de découpe de pièces sur des fraiseuses.
Il existe de nombreux types de fraises couramment utilisés en fonction de leurs utilisations :
Utilisé pour l'usinage de plans sur des fraiseuses horizontales. Les dents de la fraise sont réparties sur la circonférence de la fraise et sont divisées en dents droites et en dents hélicoïdales selon la forme de la dent. Selon le nombre de dents, il existe deux types de dents grossières et de dents fines. La fraise à dents grossières à dents hélicoïdales a peu de dents, une résistance élevée des dents et un grand espace de copeaux, ce qui convient à l'usinage grossier; la fraise à denture fine convient à la finition.
utilisé pour les fraiseuses verticales, les fraiseuses à surfacer ou les fraiseuses à portique, le plan de traitement supérieur, il y a des dents de coupe sur la face d'extrémité et la circonférence, et il y a des dents grossières et des dents fines. Sa structure a trois types : type intégral, type d'insert et type indexable.
utilisé pour l'usinage de rainures et de surfaces étagées, etc. Les dents de la fraise se trouvent sur la circonférence et la face d'extrémité et ne peuvent pas être alimentées dans le sens axial pendant l'opération de fraisage en bout. Lorsque la fraise en bout a des dents en bout qui traversent le centre, elle peut être alimentée axialement (généralement, les fraises en bout à double tranchant sont également appelées « fraises à rainure de clavette » et peuvent être alimentées axialement).
Il est utilisé pour traiter diverses rainures et surfaces étagées, et il y a des dents de coupe des deux côtés et sur la circonférence.
utilisé pour fraiser des rainures à un certain angle, il existe deux types de fraises à un angle et à deux angles.
Il est utilisé pour usiner des rainures profondes et couper des pièces, et il y a plus de dents sur sa circonférence. Afin de réduire la friction lors du fraisage, il y a des déclinaisons secondaires de 15' à 1° des deux côtés des dents de la fraise. En outre, il existe des fraises à rainurer, des fraises à queue d'aronde, des fraises à rainure en T et diverses fraises de formage.
Les dents de la fraise sont en carbure cémenté ou en d'autres matériaux d'outils résistants à l'usure et sont brasées sur le corps de la fraise.
Les dents de fraise sont fixées sur le corps de fraise par serrage mécanique. Les dents remplaçables peuvent être une tête d'un matériau d'outil solide ou une tête d'un matériau d'outil soudé. La fraise avec la tête de fraisage montée sur le corps de fraise est appelée le type à meulage interne; la tête de coupe est affûtée séparément sur le montage est appelée le type de meulage externe.
Cette structure a été largement utilisée dans les fraises à surfacer, les fraises en bout et les fraises à arêtes à trois côtés.
Les machines-outils pour la coupe des métaux ont mis en place le système de licence de qualité des produits d'exportation, et les produits qui n'ont pas obtenu la licence de qualité des produits d'exportation ne sont pas autorisés à être exportés. Lors de la commande, les paramètres de l'équipement, le système métrique et en pouces, l'alimentation, la tension et la fréquence,ainsi que des accessoires aléatoires, la couleur de la machine-outil, etc. doit être clairement spécifiée. Compte tenu de la grande variété de poinçonneuses CNC et des différentes normes dans l'industrie de la tôle, lorsque les clients commandent des moules, ils doivent apprendre les informations suivantes auprès du fabricant :
déterminer quel type de guide long ou de guide court est la structure du moule et s'il s'agit d'une structure Murata importée ou d'une structure Trumpf ou d'une structure Yangsen ;
si la force de poinçonnage de ce moule convient à cette machine-outil, sinon, la structure du moule doit être modifiée ou d'autres méthodes de traitement doivent être sélectionnées ;
si le poste de la machine est un poste non tournant, la structure à double clavette doit être considérée pour le canon de guidage ou la matrice inférieure ;
afin de déterminer la hauteur du moule inférieur du moule (moule de formage) ;
le matériau et l'épaisseur de la tôle traitée par le client doivent être déterminés pour déterminer le matériau et l'espace sélectionnés pour le moule ;
la direction de la goupille de positionnement (fente) du moule (en particulier le moule de forme spéciale) doit être déterminée en fonction des exigences de traitement du client. De plus, à l'exception du moule à bord carré, le manchon de guidage ou le moule inférieur des autres moules doit considérer deux rainures de clavette ;
Il existe de nombreux types de moules, et il est nécessaire de préciser le type de moule commandé par le client.
1. Lors du chargement et du déchargement de la pièce, l'outil doit être retiré et la tête de coupe et la main ne doivent pas être proches de la surface de fraisage.
2. Lors de l'utilisation d'une fraiseuse pour le réglage d'outils, elle doit être actionnée par à-coups ou manivelle, et l'avance rapide n'est pas autorisée.
3. Lorsque vous avancez et rétractez rapidement l'outil, faites attention à ce que la poignée de la fraiseuse ne heurte pas quelqu'un.
4. N'avancez pas trop vite et ne changez pas de vitesse brusquement, et la butée de la fraiseuse doit être bien ajustée.
5. La fraiseuse Asahi doit être arrêtée lors du déplacement de haut en bas, de la mesure de la pièce, du réglage de l'outil et du serrage du changement de vitesse.
6. Lors du démontage et du montage de la fraise en bout, la surface de travail doit être rembourrée avec des planches de bois, le retrait de la fraise plate doit être démonté et la force ne doit pas être excessive.
7. Il est strictement interdit de toucher ou d'essuyer les pièces rotatives et les couteaux avec du fil de coton.
8. En général, une pince ne peut serrer qu'une seule pièce à la fois. Parce qu'une pince serre plus d'une pièce à la fois, même si la pince est serrée, la force pendant l'alimentation grossière est très grande, et les deux pièces sont faciles à glisser entre elles, ce qui fait que la pièce s'envole, le couteau est cassé , et l'accident corporel.
1. Nettoyage du lit et des composants, nettoyage de la limaille de fer et assainissement du milieu environnant ;
2. Vérifiez le niveau d'huile, pas inférieur au repère d'huile, et ajoutez de l'huile de lubrification à chaque pièce ;
3. Nettoyeurs, pinces et outils de mesure.
1. Nettoyez et ajustez l'établi, la poignée à vis et les inserts de colonne ;
2. Vérifier et régler l'embrayage ;
3. Nettoyez les rails de guidage à trois voies et le linoléum, nettoyez l'intérieur et l'extérieur des moteurs, des machines-outils et des accessoires ;
4. Vérifiez le circuit d'huile et ajoutez de l'huile de lubrification à toutes les pièces ;
5. Serrez toutes les vis.
1. Nettoyage du lit et des pièces, nettoyage de la limaille de fer et de l'environnement, nettoyants, pinces, outils de mesure ;
2. Vérifiez le niveau d'huile, pas en dessous du repère d'huile, et ajoutez de l'huile de lubrification à chaque pièce.
1. Démontez et nettoyez les coussinets en feutre d'huile de différentes pièces ;
2. Essuyez chaque surface coulissante et surface de rail de guidage, essuyez la table et la direction horizontale, soulevez la vis, essuyez le mécanisme de transmission du couteau et le repose-couteau ;
3. Essuyez tous les coins.
1. Tous les trous d'huile sont propres et non obstrués et l'huile de lubrification est remplie ;
2. De l'huile de lubrification est ajoutée à chaque surface de rail de guidage, surface de glissement et chaque tige filetée ;
3. Vérifiez le corps du réservoir d'huile du mécanisme de transmission et le niveau d'huile, et faites le plein jusqu'à la position d'élévation.
1. Vérifiez et serrez la plaque de pression et insérez les vis ;
2. Vérifiez et serrez les vis de fixation du curseur, le mécanisme d'entraînement du couteau, le volant, les vis du support de la table de travail et le fil supérieur de la fourche ;
3. Vérifiez et serrez les autres vis desserrées.
1. Vérifiez et ajustez l'étanchéité des courroies, des plaques de pression et des inserts pour un ajustement correct ;
2. Vérifiez et ajustez le bloc coulissant et la vis mère.
1. Enlevez la rouille de chaque pièce, protégez la surface peinte et n'entrez pas en collision.
2. La désactivation, la surface du rail de guidage de l'équipement de rechange, le volant à vis coulissante et les autres pièces exposées faciles à rouiller sont huilés et anti-corrosion.
La plupart des fraiseuses à portique sont en acier ou en fonte. Dans le processus d'utilisation à long terme, en raison du frottement entre les deux surfaces de contact de degrés différents, la surface du rail de guidage de la fraiseuse sera usée à différents degrés, ce qui affectera sérieusement la précision d'usinage et l'efficacité de production de l'équipement.
Les méthodes de réparation traditionnelles utilisent généralement la fixation ou le remplacement de plaques métalliques, mais nécessitent beaucoup de tolérances précises de fabrication et de grattage manuel, la réparation nécessite de nombreux processus et une longue période de construction. Le problème des rayures et des contraintes sur la fraiseuse à portique peut être résolu en utilisant des matériaux composites polymères, parmi lesquels il devrait y avoir un système technologique mature.
En raison de l'excellente adhérence, de la résistance à la compression et de la résistance à l'huile et à l'usure du matériau, il fournit une couche protectrice durable pour les composants. Il ne faut que quelques heures pour réparer la partie rayée de la machine-outil et la mettre en service. Par rapport à la méthode traditionnelle, l'opération de fraisage est plus simple et le coût est inférieur.
Le développement des aléseuses et fraiseuses horizontales a attiré beaucoup d'attention en raison de son injection du concept d'accélération. Les éléments de transmission, tels que les broches électriques, les moteurs linéaires et les guides linéaires, qui sont un support technique pour les opérations de fraisage à grande vitesse, ont été largement utilisés, poussant la vitesse de fonctionnement de la machine-outil à une nouvelle hauteur. La conception innovante du centre d'usinage d'alésage-fraisage horizontal à broche remplaçable résout les inconvénients de la broche électrique et de la structure télescopique mobile de la barre d'alésage. Innovation technologique.
Le développement des fraiseuses et des aléseuses au sol conduit à la tendance du traitement moderne avec son nouveau concept de design. Le type de structure sans type de vérin d'arbre ennuyeux et diverses têtes de fraisage échangées avec le concept de traitement à grande vitesse sont pleins de style, ce qui peut grandement remplacer le traitement de fraisage traditionnel. la tendance de. Divers accessoires de tête de fraisage représentés par la tête de fraisage à angle oscillant à deux coordonnées sont devenus le principal moyen d'obtenir un usinage composite à grande vitesse et à haut rendement. Ses performances de processus sont plus larges, la puissance est plus élevée et la rigidité est plus forte, ce qui constitue une percée majeure dans le développement des fraiseuses et des aléseuses de sol.
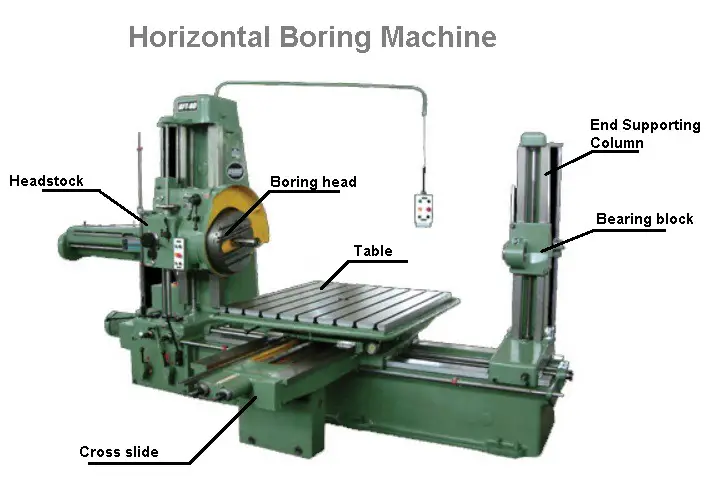
Le principal composant clé de l'aléseuse et de la fraiseuse horizontale est le boîtier de broche, qui est installé sur le côté de la colonne. Il existe également quelques fabricants qui utilisent la structure de symétrie thermique à double colonne, plaçant la boîte à broche au milieu de la colonne. La plus grande caractéristique de cette structure est la rigidité, l'équilibre et une bonne performance de dissipation de la chaleur, ce qui offre une garantie fiable pour le fonctionnement à grande vitesse de la poupée. Cependant, la structure à double colonne est peu pratique pour la maintenance, raison pour laquelle peu de fabricants l'utilisent aujourd'hui. Le mouvement de la boîte à broche est principalement entraîné par la vis à billes motorisée, qui est le dispositif de transmission central de l'entraînement de la broche. Comme la vitesse de la broche augmente de plus en plus et que la broche chauffe rapidement, de nombreux fabricants ont adopté le refroidissement par brouillard d'huile au lieu du refroidissement par huile pour contrôler plus efficacement la température de la broche et assurer sa précision.
Il existe deux principaux types de systèmes de broche, l'un est la structure télescopique de barre d'alésage traditionnelle, qui présente les caractéristiques d'alésage profond et de coupe à haute puissance; l'autre est la structure de broche électrique à grande vitesse moderne, qui a une vitesse élevée, une vitesse de fonctionnement rapide et une efficacité élevée, les avantages d'une haute précision.
Les applications des motobroches à grande vitesse sur les aléseuses et fraiseuses horizontales sont de plus en plus nombreuses. En plus d'améliorer considérablement la vitesse et la précision de la broche, cela simplifie également la structure interne de la poupée et raccourcit le cycle de fabrication, en particulier pour la coupe à grande vitesse.
Plus grand que 10000r/min. L'inconvénient est que la puissance est limitée, son coût de fabrication est élevé, en particulier l'usinage de trous profonds ne peut être réalisé. La structure télescopique de la barre d'alésage a une vitesse limitée et la précision n'est pas aussi bonne que celle de la structure de la broche électrique, mais elle peut effectuer un traitement de trou profond, a une puissance élevée, peut effectuer un traitement à pleine charge et a une efficacité élevée, ce qui est inégalée par la broche électrique. Par conséquent, les deux structures coexistent avec destraiter les performances mais offrir aux utilisateurs plus de choix.
Un système de broche remplaçable a également été développé, qui a la fonction d'une machine et deux fonctions. Les utilisateurs peuvent choisir de l'utiliser en fonction de différents objets de traitement, c'est-à-dire que la broche électrique et la barre d'alésage peuvent être remplacées l'une par l'autre. Cette structure prend en compte les lacunes des deux structures, et réduit également considérablement le coût. C'est une grande innovation de l'aléseuse et de la fraiseuse horizontale d'aujourd'hui. Les avantages de la broche électrique résident dans la coupe à grande vitesse et l'avance rapide, ce qui améliore considérablement la précision et l'efficacité de la machine-outil.
La vitesse de fonctionnement de l'aléseuse horizontale et de la fraiseuse est de plus en plus élevée, la vitesse de déplacement rapide atteint 25-30 m/min et la vitesse maximale de la barre d'alésage est de 6000 tr/min. La vitesse du centre d'usinage horizontal est plus élevée, le mouvement rapide atteint 50 m/min, l'accélération est de 5 m/s2, la précision de position est de 0,008 ~ 0,01 mm et la précision de positionnement répété est de 0,004 ~ 0,005 mm.
Étant donné que la fraiseuse et aléseuse de sol traite principalement de grandes pièces, le processus de fraisage a une large gamme, en particulier la coupe puissante et puissante est un avantage de traitement majeur de la fraiseuse et aléseuse de sol, qui est également le concept de processus traditionnel du sol fraiseuse et aléseuse. Le développement technologique des fraiseuses et aléseuses de sol contemporaines modifie le concept de processus traditionnel et la méthode de traitement. Le concept de processus d'usinage à grande vitesse remplace le concept traditionnel de coupe lourde, entraînant des changements dans les méthodes de traitement à grande vitesse, haute précision et haute efficacité, ce qui favorise également le changement structurel de la fraiseuse et aléseuse à plancher et l'amélioration du niveau technique.

Aujourd'hui, la plus grande caractéristique du développement des fraiseuses et aléseuses à plancher est le développement de fraiseuses à grande vitesse, qui sont toutes des structures de type bélier (sans arbre d'alésage) et équipées de divers accessoires de tête de fraisage avec différentes performances de processus. Les avantages de cette structure sont que le vérin a une grande section transversale, une bonne rigidité, une longue course et une vitesse de déplacement rapide, et il est facile d'installer divers accessoires fonctionnels, principalement un alésage à grande vitesse, une tête de fraisage, deux coordonnées tête de fraisage à double angle d'oscillation, etc. Les performances et la gamme de traitement ont atteint l'extrême, améliorant considérablement la vitesse et l'efficacité du traitement.
Le fraisage traditionnel est traité par des barres d'alésage, tandis que le fraisage moderne est principalement complété par divers accessoires fonctionnels à travers des vérins. Il y a une tendance à remplacer le traitement traditionnel. Ses avantages ne sont pas seulement la vitesse et l'efficacité du fraisage, mais également la possibilité d'effectuer le traitement des polyèdres et des surfaces courbes qui ne peuvent pas être réalisées par les méthodes de traitement traditionnelles. Par conséquent, de nombreux fabricants sont en concurrence pour développer et produire des centres d'usinage à grande vitesse de type vérin (sans arbre d'alésage), en raison de leurs avantages économiques et techniques, et peuvent améliorer considérablement le niveau technologique et la portée technologique des machines-outils. Dans le même temps, la précision d'usinage et l'efficacité d'usinage sont améliorées. Bien sûr, divers types d'accessoires de tête de fraisage de haute précision sont nécessaires pour le support technique, et les exigences sont également très élevées.
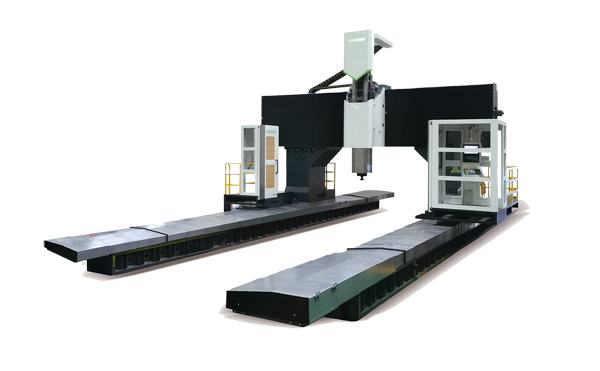
Le fraisage à grande vitesse a apporté des changements structurels à la fraiseuse et à l'aléseuse au sol. La structure avec la poupée au centre est relativement courante et sa rigidité est élevée et adaptée à un fonctionnement à grande vitesse. La structure d'entraînement du vérin adopte un rail de guidage linéaire et un entraînement par moteur linéaire. Cette structure est nécessaire pour la coupe à grande vitesse. Les fabricants étrangers l'ont adopté sur les fraiseuses et aléseuses au sol. Les produits nationaux similaires sont rares. guide. L'usinage à grande vitesse pose également des exigences plus élevées en matière d'environnement et de sécurité, ce qui induit le concept d'une production de masse agréable. Tous les fabricants attachent une grande importance à la protection de la sécurité et à l'opérabilité des personnes lors du fonctionnement à grande vitesse de la machine-outil. La structure entièrement fermée est mise en œuvre, ce qui est à la fois sûr et beau.
L'aléseuse et fraiseuse horizontale traditionnelle est principalement adaptée au traitement de diverses pièces mécaniques, en particulier la boîte de transmission mécanique et diverses pièces à surface incurvée. En raison de l'amélioration du niveau technique de divers équipements, les exigences pour la structure mécanique sont de plus en plus simplifiées, et moins de pièces de transmission sont nécessaires, en particulier les pièces utilisées car la boîte de transmission sera de moins en moins, la transmission mécanique est principalement à entraînement direct, et les pièces de transmission sont Les exigences de précision sont très élevées, ce quimet en avant des exigences plus élevées sur les performances technologiques des aléseuses et fraiseuses horizontales. Par conséquent, comme dans la structure traditionnelle de type arbre d'alésage, les objets de traitement ont tendance à diminuer et seront remplacés par la broche électrique sans arbre d'alésage, c'est-à-dire que le centre d'usinage à grande vitesse terminera le traitement de diverses pièces. Le développement des aléseuses et fraiseuses horizontales vers les centres d'usinage à grande vitesse, d'une part, est plus adaptable au processus, et d'autre part, il améliore également le niveau de performance et la précision d'usinage. Alésage et fraisage, ainsi que perçage et taraudage, équipés d'accessoires de tête de fraisage à angle oscillant CNC, et peuvent également traiter diverses parties de corps incurvées. Équipé d'une table de travail interchangeable pour former une unité de traitement flexible, qui peut traiter des pièces par lots.

La fraiseuse et aléseuse au sol traite principalement de grandes et très grandes pièces de différents profils. Dans le même temps, il peut également être équipé d'une table rotative, qui peut effectuer une indexation rotative et un mouvement linéaire radial, et compléter le traitement multi-séquence des pièces par indexation, ce qui améliore considérablement la gamme de processus. La fraiseuse et aléseuse au sol produite par la société italienne Pama (Pama) est spécialement équipée d'une table de travail inclinable à angle réglable, ce qui élargit encore la gamme de traitement. La coupe à haute puissance et à haut rendement est un avantage de traitement majeur des fraiseuses et aléseuses de type plancher. Les exigences techniques de haute vitesse et de haute précision affectent de plus en plus le développement technique des fraiseuses et aléseuses à plancher, ce qui est un moyen important d'améliorer le niveau technologique des fraiseuses et aléseuses à plancher. Par conséquent, la fraiseuse et l'aléseuse de type au sol changent la coupe unique à haute puissance et à haut rendement, et plus encore dans la connotation de technologie de processus à grande vitesse et à haute précision. La structure de vérin est devenue le type de structure principal pour le fraisage et l'alésage à grande vitesse. Le vérin a une grande section transversale, une rigidité élevée et une bonne stabilité de fonctionnement à grande vitesse. Il est facile d'installer divers accessoires de tête de fraisage pour réaliser un usinage à grande vitesse.
Le développement des machines-outils lourdes présentera deux grandes tendances.
D'une part, l'orientation du développement s'appuie techniquement sur les centres d'usinage ou les grandes unités d'usinage flexibles et les grandes machines combinées d'usinage compound. Parmi elles, les aléseuses et fraiseuses horizontales seront progressivement remplacées par des centres d'usinage à grande vitesse et des unités d'usinage flexibles ; Le centre d'usinage composite composite est principalement composé de deux ou plusieurs machines principales combinées dans une machine-outil d'usinage composite pour s'adapter à la production en une seule pièce et en petites séries de pièces d'usinage à grande échelle. Le processus est complexe et le temps auxiliaire et le cycle de traitement sont longs.
Il est difficile pour la machine-outil de réaliser toutes les étapes de traitement, mais cela peut être réalisé par deux centres d'usinage combinés. Par exemple, deux aléseuses et fraiseuses à portique CNC forment un centre d'usinage composite et partagent le lit et les rails de guidage, respectivement équipés d'une table de travail rectangulaire et d'une table de travail rotative (indexation), qui peuvent effectuer des opérations d'alésage et de fraisage ; une fraiseuse et aléseuse au sol et un tour vertical CNC à une colonne constituent un centre d'usinage composite à grande échelle, partageant le rail de guidage du banc, avec une plate-forme au sol et une table rotative, qui peut compléter des traitements tels que le tournage, alésage, fraisage et perçage, et la table rotative peut être indexée.
Il existe également diverses combinaisons telles que deux grandes fraiseuses et aléseuses de sol partageant le rail de guidage du banc. De cette manière, l'espace au sol est économisé, le coût est réduit et l'efficacité du traitement est améliorée.
Une autre tendance de développement consiste à poursuivre une fabrication raffinée, à améliorer le contenu technologique de la fabrication d'équipements et à refléter la sécurité, la protection de l'environnement et les caractéristiques humanisées des machines-outils.
En résumé, la technologie des aléseuses-fraiseuses horizontales contemporaines et des aléseuses-fraiseuses au sol s'est développée très rapidement, ce qui se reflète principalement dans la mise à jour du concept de conception et la grande amélioration de la vitesse de fonctionnement de la machine-outil et du niveau du processus de fabrication.
D'autre part, la structure des machines-outils a beaucoup changé. L'application des nouvelles technologies est infinie. La structure de l'aléseuse et fraiseuse horizontale se développe vers la broche motorisée à grande vitesse, et la fraiseuse et aléseuse au sol se développe vers la structure de type bélier (sans arbre d'alésage). La nouvelle tendance du développement technologique dans la période à venir.











