
Les machines CNC sont la merveille de l'ère moderne. Et, les porte-outils et les BT et BBT en tant que sous-catégories de porte-outils remplissent une fonction importante pour les machines CNC. Cet article vous informe sur les types, la fonction, la différence, le calibrage et bien plus encore sur les porte-outils, les BT et les BBT.
Le contrôle numérique fait référence au contrôle automatique, et non au contrôle manuel, des machines, et son histoire remonte aux années 1940 lorsque John T. Parsons a réussi à contrôler une machine à l'aide de cartes perforées avec un système de position de coordonnées. Ce système a évolué vers la commande numérique par ordinateur avec le développement des ordinateurs. Aujourd'hui, les machines-outils sont programmées pour effectuer des opérations avec une précision et une vitesse maximales.

Les machines CNC sont constituées de différentes pièces. Deux pièces principales sont la broche et l'outil de coupe. La broche est la source d'énergie et ses principales fonctions sont de faire fonctionner l'outil de coupe et d'ajuster sa précision. Ainsi, l'outil de coupe effectue les opérations telles que le perçage, le fraisage ou l'alésage. Ceci dit, une pièce d'interface est nécessaire entre ces deux contre d'éventuels dommages à ceux-ci. Cette pièce est appelée porte-outil. La principale responsabilité des porte-outils est de fournir la marge nécessaire entre la broche et l'outil de coupe. Sinon, ces pièces seraient endommagées en raison du frottement causé par la connexion directe. Les porte-outils assurent une connexion sécurisée et jouent donc un rôle crucial pour assurer l'équilibre, la précision du faux-rond et la puissance de préhension des machines CNC.
Un porte-outil se compose généralement de quatre parties :
Tirettes (boutons de retenue) : Des tirettes fixent les porte-outils à la broche et les maintiennent attachés à celle-ci. Sans cette pièce, les porte-outils s'envoleraient de la broche. Au cours du fonctionnement de la machine, celle-ci est soulevée par le jeu de serrage de la broche, ce qui permet de tirer le porte-outil dans le support de la broche.
Le cône : Le cône est le point de fixation du porte-outil à la broche. Il est de forme conique. Il s'insère dans la douille femelle de la broche et fixe ainsi le porte-outil à la broche.
La bride : Lorsque le changeur d'outils automatique est déplacé du porte-outil, c'est la partie où le changeur d'outils est fixé.
La poche collet : La pince va dans la poche de collecte afin qu'elle puisse être fixée par des écrous de pince.

Il existe de nombreux types de porte-outils de différentes tailles et normes et à des fins différentes. Il serait difficile, même pour les opérateurs, de connaître tous les types de porte-outils. Pourtant, nous pouvons mentionner ces types de base de porte-outils :
Mandrins à pince :
Ce sont des porte-outils populaires avec leur fixation facile et leur force de préhension élevée. Ils ont différents types comme « draw-in » et « push-out ».
Mandrins de perçage :
Ils peuvent être essentiellement classés en «mandrins à clé» et «mandrins sans clé». Pour les mandrins à clé, vous utilisez une clé pour serrer le support. Les mandrins sans clé peuvent être serrés à la main. Les mandrins de perçage sont utilisés depuis de nombreuses années et sont idéaux pour les opérations simples dans les petits ateliers.
Porte-fraises :
Ce sont des porte-outils simples et peu coûteux, mais ils ont une courte durée de vie.
Mandrins de frettage :
Ils sont chauffés et peuvent donc être adaptés à des tiges de différentes tailles. Un dispositif spécial est utilisé pour chauffer le mandrin de frettage. L'appareil chauffe automatiquement le mandrin pour obtenir la rigidité et la précision souhaitées sans dépendre de la compétence de l'opérateur.
Titulaires d'ER :
Ces supports sont principalement préférés pour leur haut battement, leur bonne adhérence et leur prix raisonnable. Ils sont également plus polyvalents que les autres supports et peuvent facilement s'adapter à n'importe quel type de tige. Cependant, ils nécessitent plus de soins et de formation. Tout d'abord, un collet correct doit être utilisé pour une tige particulière. Ensuite, ils doivent être correctement serrés. Enfin, ils doivent être assemblés de manière propre. Si tout cela est fait correctement, les supports ER donneront les performances souhaitées.
Mandrins de fraisage :
Les roulements à aiguilles à l'intérieur des mandrins de fraisage créent une inclinaison changeante en exerçant une pression sur le corps, ce qui augmente considérablement la force de préhension. On peut dire que les mandrins de fraisage ont 5 fois plus de force de préhension qu'un support ordinaire. Les serrer trop peut causer des problèmes de faux-rond en raison de la pression élevée sur les roulements à aiguilles, c'est pourquoi de nombreux manuels conseillent de les serrer un peu après les avoir serrés complètement.
Mandrins hydrauliques :
L'huile fluide est utilisée pour augmenter la pression et l'adhérence. Il peut être facilement serré à l'aide d'une clé hexagonale. Ces mandrins offrent une grande précision de faux-rond et réduisent considérablement les vibrations. En revanche, son principal inconvénient est sa faible rigidité.
•Tout d'abord, vous devez choisir la bonne taille adaptée à votre atelier ou usine. Alors qu'un BT30 peut faire un excellent travail pour un petit atelier, il peut ne pas être suffisant pour les grandes usines.
•L'emplacement du lieu de travail est également important. Alors que les Européens choisissent d'utiliser des supports HSK, les Américains ont tendance à utiliser des supports CAT. En tant quealternative internationale, vous pouvez opter pour les détenteurs de BT.
•Pour une précision maximale à grande vitesse, vous pouvez préférer les porte-outils à technologie avancée tels que BBT ou HSK.
• Si vous voulez de la polyvalence, les supports ER seraient un excellent choix pour vous. Ces supports bénéficient de pinces dans presque toutes les tailles.
•Pour les pièces simples, des porte-outils simples et peu coûteux comme des porte-fraises suffiraient. En conséquence, vous n'avez pas à faire un gros investissement dans les porte-outils.
•En fin de compte, vous ne devez pas négliger d'investir dans les porte-outils haut de gamme dont vous avez besoin. Gardez à l'esprit que cet investissement se transformera en productivité et en profits à long terme.
Différentes normes ont été développées pour la gestion de l'outillage des machines CNC. La norme utilisée pour les cônes en Europe est SK ou ISO. HSK est une version développée des porte-outils SK, avec fonction de double contact. La taille de leurs cônes est de 1:10. La fonction de double contact améliore les performances des porte-outils HSK sous différents aspects. Les Américains utilisent la norme CAT. Et, BT est une forme avancée de la norme CAT développée par l'industrie japonaise des porte-outils. En fait, c'est l'abréviation de "Bottle Grip Taper". Leur taille de cône est de 7:24, ils ont différentes tailles selon le diamètre du cône comme BT30, BT40 et BT50. BBT fait référence aux cônes « Big Plus BT », tout comme BCB fait référence aux cônes Big Plus CAT. La technologie Big Plus implique une broche à double contact. La tige touche la broche à la fois sur la face de la broche et sur la face de la bride. Ci-dessous, nous expliquerons plus en détail les porte-outils BBT et détaillerons leurs supériorités par rapport aux porte-outils BT.

BT fait référence aux porte-outils conventionnels dans lesquels la broche n'entre en contact avec le cône qu'après le serrage. Dans ces outils, il existe un espace important entre la face de la broche et la face de la bride. Cet espace affecte gravement les performances du porte-outil et de la machine CNC en termes de rigidité, de faux-rond, de déviation et de certains autres facteurs.
 |
||||
| Spécification (mm) | L1 | D1 | D2 | y |
| BT30 | 48.4 | Φ31.75 | Φ46 | 1.0 |
| BT40 | 65,4 | Φ44.45 | Φ63 | 1.0 |
| BT50 | 101.8 | Φ69.85 | Φ100 | 1.5 |
Spécification des porte-outils BT
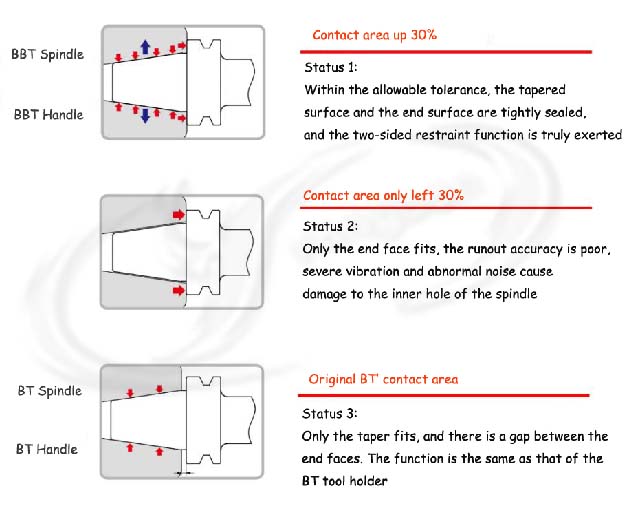
Au début des années 1990, les machinistes au Japon pensaient que les porte-outils pourraient être plus performants si cet espace était supprimé et ils ont développé la technologie Big Plus. Nous l'appelons brièvement BBT. Cette technologie est également appelée technologie à double contact. Dans les porte-outils BBT, il existe à la fois un contact frontal et un contact conique. Autrement dit, après le serrage de la broche et du porte-outil, la face de la broche et la face du flasque, une partie du porte-outil, viennent en contact ainsi que la broche et le porte-outil en contact sur le cône. Par conséquent, il n'y aura pas d'espace entre la broche et le porte-outil.
Une fois cet espace couvert, le porte-outil et la broche agissent de la même manière que s'ils constituaient une seule unité. L'espace est couvert en faisant des extensions à la fois à la broche et au porte-outil. Ainsi, nous avons à la fois des broches Big Plus et des porte-outils Big Plus. Lorsqu'un porte-outil standard non BBT est placé dans une broche standard non BBT, il y a un espace d'environ 3 mm entre le bas de la face de la bride et le haut de la face de la broche. Pour couvrir cet espace, la face de la bride est allongée de 1,5 mm et la face de la broche est allongée de 1,5. En bref, l'écart est partagé en deux en faisant des ajouts à la face de la bride et à la face de la broche. Finalement, nous avons un contact conique à l'intérieur et un contact de face à l'extérieur.
Pour de meilleures performances, il est idéal d'avoir à la fois un porte-outil BBT et une broche BBT. De nombreux constructeurs de machines produisent des broches BBT. Si vous utilisez le porte-outil BBT ou la broche BBT, vous ne pouvez couvrir que la moitié de l'espace. En pensant que vous avez une machine CNC avec une broche BBT, il sera préférable d'utiliser un porte-outil BBT.
Le double contact permet une liaison solide broche-porte-outil. La plus grande surface de contact rend le porte-outils BBT avantageux par rapport aux porte-outils BT. Ces avantages seront expliqués ci-dessous.
Les porte-outils BBT surpassent les porte-outils BT à plusieurs égards lorsque votre machine CNC fonctionne avec les mêmes paramètres. En premier lieu, les porte-outils BBT fonctionnent en douceur et aucun broutage audible n'est entendu pendant son fonctionnement. Deuxièmement, grâce à un processus aussi fluide, aucune marque de broutage n'est visible sur la finition de surface. En bref, on peut dire que les porte-outils BBT sont supérieurs aux porte-outils BT. Comparons maintenant ces deux porte-outils pour voir pourquoi et comment les BBT sont supérieurs aux BT.
• La zone de contact BBT est plus grande que la zone de contact BT, ce qui améliore la stabilité de la broche et du porte-outil, supprime les vibrations, exerce facilement une capacité de coupe importante et a une meilleure rugosité de surface.
 |
 |
Machine-outil : YSV-957 Manche d'outil : BBT40/BT40 Outil : Fraise en bout (D20) Quantité de coupe : 1,0 mm |
| Bon état de surface | Légers couteaux en surface |
• Comme nous l'avons dit plus haut, la fonction de double contact des BBT augmente considérablement les performances de coupe et assure simultanément une grande précision. De cette façon,vous pouvez obtenir un processus de production sans erreur à des vitesses élevées. Cela signifie que la production en série de vos produits haut de gamme peut être réalisée en peu de temps, ce qui vous permet d'avoir un avantage concurrentiel sur vos concurrents sur votre marché et d'être en avance sur eux. Plus la zone de contact est grande, plus le taux de collage est élevé. et plus la rigidité de traitement est élevée. Le tableau suivant montre le montage de la poignée BBT et de la zone de poignée BT, augmentant la rigidité de traitement de 30 % en moyenne.
| Modèle | BT | BT | Pourcentage | |
 |
 |
 |
||
| BT30 | 2539 | 2539 | 767 | ↑30% |
| BT40 | 4820 | 4820 | 1422 | ↑29% |
| BT50 |
11803 |
11803 | 3791 | ↑32% |
•Les porte-outils BBT améliorent la répétabilité du changeur d'outils automatique (ATC). Les BBT créent un faux-rond nul, de sorte que le porte-outil pénètre précisément dans la broche, ce qui augmente la répétabilité.
•L'axe de fixation double face des BBT empêche également le déplacement axial du support à grande vitesse.
•Les BBT préviennent la corrosion par frottement causée par les coupes lourdes.
•Dans les opérations ennuyeuses, vous avez une meilleure rondeur avec les BBT.
• Bonne interchangeabilité, les machines-outils CNC produites par cnyangsen sont équipées de broches BBT à liaison double face avec d'excellentes performances, ce qui est d'une grande aide pour améliorer les performances de coupe et la précision d'usinage. L'un des avantages des broches de reliure double face est que les porte-outils BT ordinaires peuvent continuer à être utilisés.
| / | Broche BT | Broche BBT |
| Poignée BT |  |
 |
| Poignée BTB |  |
 |
Donc, si vous utilisez toujours des porte-outils conventionnels comme les BT. il est grand temps que vous investissiez dans les BBT pour bénéficier de ces avantages.
Les porte-outils BBT doivent être calibrés selon les normes de la marque Big Plus. Un tel jaugeage est nécessaire pour obtenir un contact total, qui est l'essence même de la technologie Big Plus. Pour ce faire, les tolérances prédéterminées ne doivent pas être dépassées. Ici, nous avons trois jauges différentes pour garantir cela : arbre à tirage conique, jauge annulaire et équipement de mesure de face.
L'arbre de tirage conique est la jauge la plus importante. Il est essentiellement utilisé pour déterminer la profondeur d'enfoncement du cône du porte-outil dans la broche lors de l'activation du système de rétention. Cela détermine finalement quelle doit être la tolérance pour la position du visage.
Une jauge annulaire est utilisée pour s'assurer que la broche est au bon endroit dans la bonne tolérance. La bonne tolérance est déterminée selon les spécifications des constructeurs de broches. Il y a une puce intégrée dans la jauge annulaire pour enregistrer les données d'étalonnage. Et, l'équipement de mesure est utilisé pour effectuer des mesures pour les étalonnages indiqués ci-dessus.
Les BBT sont les porte-outils les plus avancés qui assurent les meilleures performances des machines CNC. Avec ces porte-outils, vous aurez une précision accrue, une plus grande rigidité et des finitions supérieures. Vous n'aurez également aucun faux-rond, une déflexion minimale et moins de vibrations. De plus, la durée de vie de votre machine CNC et de votre outil de coupe sera prolongée avec ces porte-outils.
L'utilisation de ces porte-outils augmentera considérablement votre capacité de production et réduira vos coûts de production. Vous effectuerez également facilement des processus de production de masse en peu de temps. Tout cela signifie que vous serez en avance sur vos rivaux dans votre concurrence avec eux dans votre secteur. Gardez à l'esprit qu'investir dans la haute technologie sera toujours rentable pour vous à long terme. C'est peut-être le moment le plus opportun pour vous d'investir dans des porte-outils BBT.











