
Dans le monde complexe de la fabrication, les matières premières subissent une transformation fascinante, subissant une série de processus de découpe avant de devenir le produit final. Une exigence courante dans ce parcours est la création de trous dans le matériau, et c'est là que l'usinage par alésage occupe une place centrale.
Alors que diverses méthodes, telles que le perçage, peuvent effectivement percer des trous dans une pièce, l'alésage CNC s'impose comme la technique de prédilection pour fabriquer des cavités spacieuses et de grand diamètre avec un accent remarquable sur la précision dimensionnelle.
Dans l’article d’aujourd’hui, nous dévoilerons les profondeurs de usinage ennuyeux, mettant en lumière ses subtilités. Commençons donc un voyage pour comprendre l’art et la science de l’usinage par alésage et son importance dans la fabrication moderne.
L'alésage est une technique de fabrication soustractive essentielle conçue pour atteindre deux objectifs principaux : premièrement, agrandir les trous pré-percés ou coulés, et deuxièmement, augmenter leur précision dimensionnelle. Ce procédé utilise un outil de coupe à point unique, véritable artisan dans le monde de l'usinage, pour éliminer minutieusement la matière de l'intérieur d'une pièce.
La beauté de l’ennui réside dans sa polyvalence. En fonction des exigences spécifiques en matière de taille de trou, de précision, de diamètre et de contraintes de position, l'alésage apparaît comme la solution idéale. Il excelle particulièrement lorsqu'il s'agit de réaliser des trous de dimensions considérables, et sa précision innée le distingue des méthodes de perçage traditionnelles.
Quel que soit l'outil ou la machine spécifique utilisé, les opérations de perçage englobent toujours trois tâches fondamentales :
Élargissement des trous jusqu'à une perfection précise : les outils d'alésage excellent dans l'agrandissement des trous à leurs dimensions exactes et précises tout en offrant une finition impeccable.
Redresser le chemin : l'alésage intervient pour rectifier le tracé des trous pré-percés ou filetés et lisser les imperfections des pièces moulées, garantissant ainsi un résultat impeccable.
Créer une harmonie concentrique : Boring réalise l'exploit impressionnant de créer des trous concentriques, en alignant leurs diamètres internes et externes en parfaite harmonie, un exploit de précision indispensable dans la fabrication.
La magie de l'alésage s'opère sur une scène mise en scène soit par un tour, soit par une fraiseuse CNC, où un outil spécialement conçu, la star du spectacle, n'est autre que la célèbre barre d'alésage, dotée de sa plaquette de coupe de précision. Cependant, avant que ce processus captivant puisse commencer, il nécessite un acte préalable : la présence d’un premier trou, qu’il soit issu d’un forage ou d’une coulée.
Dans le théâtre de l'alésage au tour, la tête de la barre d'alésage occupe le devant de la scène lorsqu'elle pénètre avec élégance dans le trou préexistant. Le tour, avec un tourbillon gracieux, met la pièce en mouvement, tandis que l'outil d'alésage stationnaire coupe délicatement les bords intérieurs du trou. Au fur et à mesure qu'il exécute son art, le trou s'agrandit gracieusement, pouce par pouce, se rapprochant de ses dimensions prévues.
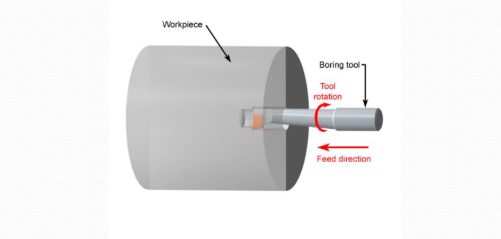
En revanche, dans le ballet d'une fraiseuse, la pièce assume le rôle d'interprète stationnaire. L'outil de forage tournant, tel un maestro avec une matraque, prend les devants et, avec une précision calculée, agrandit le trou à la perfection. La pièce reste en équilibre, permettant à l'outil d'effectuer sa danse enchanteresse d'enlèvement de matière.
Quelle que soit la scène sur laquelle se déroule cette symphonie, le principe de l’ennui reste constant et inébranlable. L’interaction gracieuse de l’outil d’alésage avec la pièce augmente lentement mais sûrement les dimensions du trou jusqu’à ce qu’il atteigne la taille précise et la finition de surface souhaitée, nous laissant avec une pièce transformée avec une précision méticuleuse.
Dans le monde des aléseuses, la scène est partagée par un éventail d'interprètes polyvalents, chacun adapté à des tâches spécifiques et aux caractéristiques de la pièce à usiner. Ici, nous dévoilerons les vedettes du spectacle et les différents types d'aléseuses qui ornent l'arène manufacturière.
Ces machines majestueuses sont idéales pour la grande scène, réservée aux pièces longues.
Ils peuvent accueillir avec élégance des pièces mesurant jusqu'à 144" (3 657,6 mm).
La table, souvent montée au sol, peut également prendre place sur le chemin de roulement des machines.
Les HBM de type sol utilisent des barres d'alésage allant de 6" (152,4 mm) à 10" (254 mm) de diamètre, présentant des géométries similaires à celles trouvées dans les HBM de type table.
Les machines à aléser en ligne, semblables au type au sol, sont conçues pour la précision.
Ces bêtes de somme fiables trouvent leur vocation avec des pièces de taille prismatique de moyenne à grande taille.
Ils utilisent un outil de coupe à pointe unique, avec des diamètres allant de 3 po (76,2 mm) à 6 po (152,4 mm), maintenu par une broche parallèle à la table de travail.
Les HBM de type table présentent une configuration robuste, capable de fournir des forces de coupe robustes pour s'attaquer même aux stocks les plus lourds.
Des pinces et des boulons fixent la pièce à usiner, tandis que la table nervuréela structure supporte gracieusement la charge.
Les vitesses de rotation des barres d'alésage varient entre 15 et 1 500 tr/min, tandis que l'avance suit un rythme harmonieux, généralement réglé entre 0,1 et 40 IPM.
Les VBM adoptent une position différente, avec une table horizontale et une barre d'alésage à broche à déplacement vertical qui entre et sort élégamment de la pièce.
Ils sont suffisamment robustes pour supporter des pièces lourdes et des trous pouvant atteindre 24" (609,6 mm) de diamètre.
Les aléseuses à gabarit, un sous-type de VBM, sont dotées de roulements de haute précision et sont disponibles dans diverses tailles et spécifications, les variantes CNC gagnant en popularité.
Le monde des fraiseuses CNC et des routeurs CNC propose également des VBM de différentes tailles et spécifications, répondant à un large éventail d'applications.
Ces machines délicates mais précises sont adaptées aux tâches intimes, répondant aux besoins des petites pièces.
Les aléseuses de précision sont chargées de fabriquer des composants miniatures, tels que ceux que l'on trouve dans le fonctionnement complexe d'une montre, où une finition de surface impeccable et une extrême précision sont d'une importance primordiale.
Même les tours CNC de grande puissance, comme le Haas ST-30, jouent occasionnellement ce rôle, réalisant de manière experte des trous précis dans des matériaux robustes comme l'acier et le titane.
Grâce à ce groupe de personnages, le monde de la fabrication peut adapter ses opérations d'alésage aux exigences uniques de chaque pièce, garantissant que la précision, l'exactitude et l'efficacité règnent en maître.
Explorons ensemble les différentes opérations réalisables à l'aide de ces machines :
Les trous sont forés à l'aide de barres d'alésage spécialisées.
Plusieurs trous peuvent être percés séquentiellement en ajustant la position de la pièce pour l'aligner avec la barre d'alésage.
La barre d'alésage est montée sur la broche et la fraise est configurée aux dimensions souhaitées. Une légère coupe est initiée.
L'alésage est mesuré et les paramètres de vitesse et d'avance sont ajustés selon les besoins pour terminer la coupe.
Cette opération implique un mouvement d'avance transversale de la selle pour façonner la pièce.
La traverse et le vérin sont verrouillés dans la position souhaitée.
La selle se déplace transversalement pendant que la pièce tourne sur la table.
La profondeur de coupe est contrôlée par le bélier.
Les surfaces coniques et coniques sont façonnées en faisant pivoter la tête de l'outil à l'angle requis.
Pour les surfaces coniques avec de grands angles inclus qui dépassent la capacité de pivotement de la tête de l'outil, une avance combinée transversale et descendante est utilisée pour couper le cône nécessaire.
Pour cette opération, la selle est serrée pour empêcher tout mouvement horizontal du vérin.
Le bélier est alimenté vers le bas.
Les trous de plus grand diamètre sont percés en introduisant la tête de l'outil directement dans la pièce, tandis que les trous de plus petit diamètre sont façonnés à l'aide d'une barre d'alésage fixée à la tête de l'outil.
Semblable à l’opération de formage, ce processus est réalisé grâce au mouvement d’alimentation transversale de la selle.
Dans le monde de la fabrication, la précision et la qualité ne sont pas négociables. À mesure que nous explorons les subtilités de l’usinage par alésage, la nécessité d’une précision irréprochable devient évidente. C'est là que YANGSEN entre en scène, prêt à répondre à vos besoins de fabrication de précision.
En travaillant dans cette industrie depuis plus de 20 ans, nous maîtrisons nos compétences à la perfection. Notre installation ultramoderne qui s'étend sur plus de 75 000 m2 et compte plus de 500 employés hautement professionnels est la preuve de notre engagement envers l'excellence.
Contactez-nous dès aujourd'hui et embarquez pour un voyage de précision et de qualité qui redéfinira votre expérience de fabrication. Rejoignez les rangs de ceux qui n'exigent rien de moins que la perfection, car, à YANGSEN, la précision n’est pas qu’une promesse ; c'est notre héritage.











